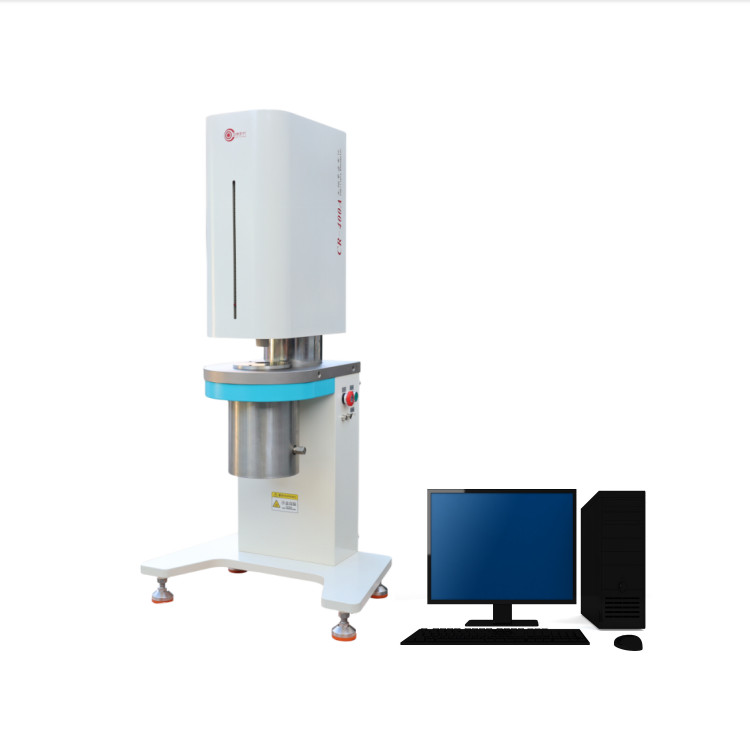
一、核心概念:模拟挤出成型过程,测量材料在高剪切速率下的流变性能。
二、工作原理:
2.1.将样品(通常是颗粒或粉末)装入一个加热的料筒中。
2.2.通过一个活塞以设定的速度(或压力)推动熔融的样品,使其从料筒底部一个非常细小且长度确定的毛细管模具中挤出。
2.3.精确测量推动活塞所需的压力(或在一定压力下活塞的下落速度),以及物料的挤出速度。
三、主要测量参数:
3.1剪切应力和剪切速率:通过压力、活塞速度和毛细管尺寸计算得出。
3.2表观粘度:即剪切应力与剪切速率的比值。可以绘制出完整的流变曲线(粘度vs剪切速率)。
3.3入口效应与压力降:用于评估材料的弹性行为,如模头胀大和熔体破裂。
3.4流动曲线:揭示材料的剪切稀化(假塑性)或剪切增稠(胀塑性)行为。
四、主要特点:
4.1高剪切速率:能够实现非常高的剪切速率,非常接近实际塑料加工(如注射成型、挤出)的条件。
4.2绝对粘度:在进行了必要的修正后,可以提供准确的、绝对意义上的粘度数据。
4.3侧重于流动性和弹性:是研究材料加工性能的黄金标准。
五、技术参数:
|
型号/项目
|
CR-400A
|
CR-400B
|
CR-400C
|
CR-400E
|
|
最大载荷
|
5kN
|
10kN(可选20kN)
|
50kN
|
50kN
|
|
温度范围
|
RT-400℃±0.1℃
|
|
升温速度
|
0.5-10℃/min
|
|
活塞速度
|
0.16um/s-83um/s
|
|
温度控制
|
PID控制,分辨率≤0.1°C,误差±O.5°C
|
|
压力传感器
|
≥1000bar;精度≤0.25%
|
|
压力量程
|
0.01-50Mpa±0.2%
|
0.01-100Mpa±0.2%
|
|
动态速比
|
100000:1
|
200000:1
|
|
采集频率
|
>100Hz
|
|
料筒数量
|
1个
|
2个
|
|
料筒直径
|
Φ12mm(标配);选配φ15mm或其它
|
|
料筒长度
|
198mm(摆头式,方便清料)(长度可定制)
|
|
料筒
|
不锈钢(抗腐蚀、耐高温)
|
|
口模
|
碳化钨
|
|
毛细管模芯
|
5×1,10×1,20×1,30×1,40×1(mm)(任选两种)
|
|
电机
|
进口伺服电机
|
|
功率
|
1kW
|
5kW
|
|
参考尺寸
|
600*600*1900(长宽高mm)
|
|
参考重量
|
约300kg
|
约380kg
|
|
测试模式
|
恒速/压/温度;不同升温速度/温度/剪切速度
|
|